
���ߣ��wӢ����Դ���{�����g
������wԭ����C�����У�
�S���o̼�͌������a�ИI�ļ��Ҹ������o̼�͌����ȼ�aƷ���a�ИI�ѽ�̎�����Ġ�r����ӹ��O�������M�в����������죬�ѽ����y�m���Ј���������ij��˾�O���аl�F����������_�l�İ��y݁ʽͿ���C���mȻ���wʹ��Ч�����^���룬����ʹ���^����߀�Ǵ���һЩ�y�Կ˷��Ć��}����횲���̽�����M�O������ܡ�
1�������Ŀ�ļ�����ı�Ҫ��
���θ�����Ҫ�����L���y݁��ʹ�É��������܇�٣������¼��������z�ҵ�ʹ���������Ϳ���|������Q��ɢ�y�}���p��Ϳ��������F�ļ��y����߮aƷ�|����������ȡ�
����Ϳ��������݁���۰���݁�Ͱ��y݁����݁����D����һ��ġ��@���܉��y݁�ϵ�Ϳ���D�Ƶ��۰����z݁�ϣ�Ȼ���ٌ��۰����z݁�ϵ�Ϳ���D�Ƶ����ϡ�Ϳ���^����Ҫ�����ϲ�߅������Ƭ�ε��N�ڰ��y݁�ϣ��@��Ƭ�ε�һ������������ã���һ�������]���ϲ۷�ֹ©�ϵ����á���������µ�Ƭ�Ĺ����^���У����y݁��ĥ�p���ء�������y݁�����Ӳ��ƫ�ͣ�݁���������ĥ�p�����݁���^Ӳ�ε���Ƭĥ�p�Ϳ졣ĥ�p���ؕr�����Ҫ�Qһ�l���y݁���Q�µ�݁��Ҫ�ü������µ�̰��۲��M���僒��⣬ÿ���һ�ΰ��y݁����һ�P��С���M�ã����Ұ��y݁����ε�̣�݁��׃С��һ���̶Ⱥy݁�Ͳ��ò���U��
����Ϳ���C���ϲ۵ĽY�����������¿��ε�Ƭ���]��һ�����]�ң���ֹͿ��й©����횹����y݁��������Ϳ�ϣ����܌����y݁�ϵ�Ϳ����ȫ�D�Ƶ��۰����z݁�ϣ��Ԍ��FͿ��������
���⣬�Qһ�ιε�Ƭ���Qһ�l���y݁���ٸ���낀С�r���ϣ��@�ӄݱ�Ӱ�Ϳ�����a���B�m�ԣ�����\�гɱ����C�������������y݁����Ϳ���Ğ�����Ϳ�����ڱ��С�
2�����y݁����Ϳ�����췽��
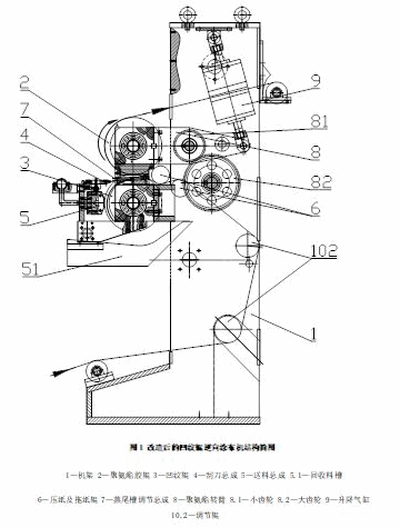
����Ϳ���c����Ϳ����ͬ�����Ã�݁Ϳ�����ε����Æ���ε������Թε�����D1��ԓ����Ϳ�������ϲۿ��ɣ��������ϲۡ����Ϲܡ��̶��U���������D�[�ӵĔ[��݆�U�p�ٙC�b�õȣ������y݁������݁������݁������݁�����ס��ϼ�݁�������ϲۡ����y݁���۰����z݁�Ș��ɡ�
2.1 ��݁�Ğ��݁
�������y݁���۰���݁��ȥ������݁������ԭ���Ȍ����y݁�ϵ�Ϳ���D�Ƶ��۰����z݁�������z݁�D�Ƶ����ϣ��Ğ��ɰ��yֱ݁���D�Ƶ����ϡ��@��Ҫ���Y�������ķ�ʽ�M�����²��֣�����Ҫ����ԭ�е�Ϳ�����ܡ�
2.2 ���Ӿ����{���b��
�Ğ��݁����Ϳ��������Ҫ���փ�݁ͬ�����۰����z݁���D�ۼ��B�����D������һ����С�X݆���ɶ˾����@�ӵ��X݆���@�Ɍ��X݆��ͨ�^�ɗl���g�S�B�ӵġ�ͨ�^�ɂ�ֱ��mm��������ף����F�۰����z݁�ɶ��������y݁ͬ���Ƅӡ��ڙC�ܵăȂȲ������۰����z݁��һ�l����݁��һ�l�м�݁������݁�ɶ���һ��Ø80mm×100mm�{����ף�С݁�����a���^�����S�r�����S�r�{���ɶ˵ĸߵͣ��Ա��ּ������ڰ��y݁�ϲ�����ͬ���y݁�m���ľ��x��������Ϳ���^�����M�м����c���y݁Ϳ�����{�����м�݁�͉���݁�ľ��x�ܽ�����Ҫ�����Ǻ͉���݁һ��ɿ�ƽ������Ϳ���^�̮a���Ļ�y����ֹ��©Ϳ���@һ��݁�İ��b����Ҫ��Ҫ���^���ԇ���ҵ����m��λ���Ա��C��Ϳ������©Ϳ��
��_�����y݁ͬ�۰����z݁��֮݁�g�ľ��xһ�£��ھ۰����z݁�ϰ��b��һ��Ш�ε���β���{���b�ã��Ա��{����֮݁�g�ľ��_�g�ࡣ
2.3 ��׃�ε�λ�ü���Y��
�ε�������Ϳ����݁��ֱ��̎����40mm���ҵ�λ�ã��Ğ�఼�y݁���ʴ�ֱ��ֱ��̎�����ԈA����픶�30��60mm���ҵ�λ�á��@�ӹε���ĥ�p�͕������p�٣����Ҽ�����ƽ���ȼ��@ɫ�����@��ߡ�
���y݁�����ļӹ�Ҳʮ����Ҫ�����˱�����Ϳ���^���г��F�������^���γ�©Ϳ�����y݁ͬ�۰����z݁݁��ͬ�ɶ˵��S��λ��ͬ�S�ȼ��A����Ҫ��dz��ߣ�һ��Ҫ��ĥ݁������ڴ��͵Ĕ���ĥ���ϼӹ���ɡ�
3��������
�����Ϳ�����ģ����Ϳ������Ʒ�|��܇���ɸ���ǰ��350m/min�����400��500m/min���ҡ�ԓͿ���C���������ڟo̼�͌���Ϳ���⣬߀�������������NͿ��������������Dӡ�����������ȶ༈�NͿ����
���y݁����Ϳ�����Æ�Ƭ�������Թε����˷��˰��y݁����Ϳ��ϵ�y���ϲ۵�����Ƭ�ε�����Ϳ��ճ��Ϳ���r�׳��F�����������@�Ĺε��l�۵Ć��}�����������aɫ����
�����ĮaƷ�e��ͿCB�棨Coated Bottom�������Ϳ����ƽ����10s���_��70s���ϣ�����GB/T16797-2008����ƷҎ����50s����Ҫ���z��ˮ��Ϳ������?���ɜp��40kg���ҡ�

