
�O����
��ʯ�M��䓼��F����˾��ɽ�|�ʳǡ�271612��
ժ��Ҫ��ͨ�^��200t�B�Uʽ䓰��������D(zhu��n)�_�D���о����O(sh��)Ӌ��(y��u)�����O(sh��)Ӌ���ӹ�ˇ���ӹ���ˇ���b�乤ˇ�����200t�B�Uʽ䓰��������D(zhu��n)�_�ĺ��ӡ��ӹ��c�b�䡣�F(xi��n)���b��һ�γɹ����õ��Ñ����J�ɡ�
�P(gu��n)�I�~��䓰������D(zhu��n)�_�����ӣ��ӹ����b��
1��ǰ��
ij䓏S200t�B�Uʽ䓰��������D(zhu��n)�_���B�T�C���P(gu��n)�I�O(sh��)��֮һ���O(sh��)�係��167t�������d����2×200t�����D(zhu��n)�돽4.8m�����D(zhu��n)�_��Ҫ�ɼ��w�b�á��������D(zhu��n)�_������Һ���ס����D(zhu��n)�ܡ�䓰�֧���������ۡ��(q��)���b�á��Q���b�á����o�塢Һ��ϵ�y(t��ng)�ȽM�ɣ�������B(t��i)��늙C�(q��)�ӣ��¹ʠ�B(t��i)��Һ���(q��)�ӡ�
���D(zhu��n)�_�����\�d䓰��^���֧��䓰��M�Н��T�������B�����ɵ��������Ҫ���ã����䓰��w������䓰�������䓰����D(zhu��n)3��������䓰����D(zhu��n)�_�Ĺ������c�����d��ƫ�d���_�����ߜأ���Ҫ�����D(zhu��n)ƽ��(w��n)����λ�ʴ_����ͣ�r�_��С�����C���̵����D(zhu��n)�r�g���O(sh��)�乤���l�����^���ӣ���ˇҪ���^�ߣ��Y(ji��)��(g��u)��(f��)�s�������y���^���pҪ��100%UT̽���z���o�p̽�����������γߴ�ӹ����ȸߣ�ƽ�С����е��N�Y(ji��)��(g��u)����Ƽs���b���y���^��2018��4�£�ʯ�M��䓳нӴ�䓏S��200t�B�Uʽ䓰��������D(zhu��n)�_�����΄�(w��)���������^�̵ĸ��N�y�c�M���˷���������ȡ�˽�Q��ʩ��
2�����a(ch��n)�����y�c����Q��ʩ
2.1����
1���������c������Ҫ����Ҫ䓰���40mm��Q345䓰壬�����¿ڴ������(sh��)���ࡢ�Y(ji��)��(g��u)�o��������ʩ�������c�����Һ��pҪ���^�ߣ���Ҫ���p100%UT̽�������Ӻ��p����(j��)GB/T11345—1989�˜ʣ���յȼ�B�����u���ȼ�����գ��Ǻ��p�|(zh��)������GB/T3323—1987�˜ʣ�ȱ��ָʾ�L�Ȳ����^�����ຸ�p�M�Пo�p̽����
2����ȡ�Ĵ�ʩ���ٌ�����40mm�����Ϻ��䓰��M�г���̽���z�飬�Դ_���]�в��ϸ�ă�(n��i)��ȱ�ݣ�����̽����GB/T8651�����ٰ�ij���̽���k�����M�С��������A(y��)���m��?sh��)��������a���տs׃�Ρ���ͨ�^�������b�����Ҫ�Ĺ�ˇ֧�Σ������N����Ť��׃�Ρ��܌�����Ҫ���p���ÙCJ507���l�ֹ����ӡ������Ӻ�����ÿ����һ����Ҫ�M���������z�顣�l(f��)�F(xi��n)ȱ����������M����һ�����ӣ�����rһ��Ҫ���r�����Ƀ����ôŷ�̽���z�顣�����M��580��600����˻��������ӑ�(y��ng)����ͨ�^���ϴ�ʩ�Č�ʩ�����p�_���D��Ҫ�����γߴ�����ڹ������(n��i)���Y(ji��)��(g��u)��(w��n)����
2.2�ӹ�
1�����چ��}���D(zhu��n)�_�������ۡ�䓰����ܡ��T�ͼܵȹ������γߴ����Ҫ��ߡ�������ܱ��C�ӹ����ȣ���ֱ��Ӱ��b�䣬�����b���y�ȡ�
2����ȡ�Ĺ�ˇ��ʩ�����c����α��Cλ�þ��ȣ����D(zhu��n)�_�����M�й�ˇ�f�����D(zhu��n)�_���γߴ��3.9m×4.44m×4.23m����̎ƽ�п�ϵ�����x3.5m�ăɿ�Ҫ��ͬ�S��0.03mm���鱣�C����Ҫ���һ���b�A�M�ף���t����ͬ�S�ȼ�����ϵ��ƽ�жȺ��y���C��
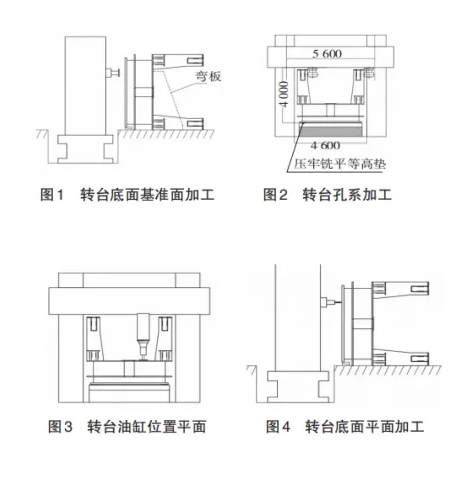
3���ӹ�����������£���TK6920��(sh��)�������M�����ԏ��尲�b��㊿ӹ����ʡ��D(zhu��n)�_���������ӹ���D1��ʾ����XKA2140×120��(sh��)�����T�M㊴����ȸ߉|�Fһ�ΰ��b���ӹ����ף����C����λ�öȡ��D(zhu��n)�_��ϵ�ӹ���D2��ʾ����XKA2140×120��(sh��)�����T�M㊴��M�ס�㊶��桢�@�ס�������ö����Ļ��ʎ���ж����^����϶��棬�@���D(zhu��n)�_��λ��ƽ�����λ����D3��ʾ����TK6920��(sh��)�������M�������ӹ�����������棬�@�ס���������������D(zhu��n)�_�ļӹ�����(j��ng)�z�y��헾��ȷ���Ҫ���D(zhu��n)�_����ƽ��ӹ���D4��ʾ��
2.3�b��
1�����ڵĆ��}�����D(zhu��n)�_�Y(ji��)��(g��u)��D��������δ��q�c�࣬��Ƽs���b�����y��
2����ȡ�Ĵ�ʩ���ٳ��õ��b�䷽���Љ��b�����b�����b������䓰����ܡ������۵ȳߴ��^���m�ϟ��b��ֻ�ܲ������b�����b�䡣���]܇�g��(n��i)�b��ֻ���A(y��)�b��߀����_�\ݔ���Լ��F(xi��n)���b��l�������ƣ����m�ϲ������b���齵�ͬF(xi��n)���b���y�ȣ��M�������^����b���g϶��䓰����ܡ������ۿļӹ���ֻ�ܲ����M�����ߴ繫����y���������ֵ������ĥ�����M�����Ƴߴ羫���@һ���c���鱣�C�^����b���g϶������(j��)�Č��H�ߴ磬���S�M����2��ĥ��������@�ñ��^����b���g϶�������b���y�ȣ�ͬ�r�ֱ��C�b�侫�ȡ������л��D(zhu��n)��λ�������P(gu��n)��(ji��)�S�У�����S�����D(zhu��n)�Ƕȴ��L�S����Y(ji��)��(g��u)�o����λ�r�����ÿ��ƌ��У�����O(sh��)Ӌ���ж�λ����(d��o)��ʩ�����õĹ��b��
3���Y(ji��)�Z
ͨ�^�����ӹ�ˇ���ӹ���ˇ�Լ��b�乤ˇ���о��������F(xi��n)���y�c����һϵ�д�ʩ�M�п��ƣ���������200t�B�Uʽ䓰��������D(zhu��n)�_�����a(ch��n)���졣�F(xi��n)���b��һ�γɹ����õ��Ñ��ĸ߶��J�ɡ���2019��1��Ͷ�����a(ch��n)�����\�з�(w��n)����δ���F(xi��n)�|(zh��)�����}��
��Դ����ɽ�|ұ��
�����(qu��n)�wԭ����C��(g��u)���У�

