
�߉�늙C�����S���ޏͷ�һ�������T�Ͻ��ޏͷ�
1�����T�Ͻ�ǰ�Ĝʂ乤��
�����r�c�ߵׇ���Ó�x�����r����Ͻ�p���џo�����þֲ��a�����ޏͣ��S���g϶ĥ�p�^���֟o���{���Ӻ���ĉ|Ƭ�֏ͣ��Ͻ��|���џo�����C�S�а�ȫ�\�Еr�����迼�]�����T�Ͻ��ޏ͡�һ�㎧��ѭ�h�������S�У��S�Џ����g϶���S�i��0.25%��0.4%��
�۵��f���r�Ͻ𣬲�����á���䓽zˢ����ߵױ�����������۹���ʹ�ߵױ���ʬF�����ٹ�ɡ�����10%~15%������Һ�P�g�����ß�ˮ�_ϴ�ɱ飬�@�r�м��z���ߵ��Ƿ����Ѽy��ȱ�ݡ��z��ϸ�����ߵĝ��T���Ͼ���Ϳ��һ�������\��Һ�������t�ȼӟ���200�桫250�棬ȡ������Ϳ��һ�������\��Һ��߅Ϳ߅���a���a�Ӻ��0.1��0.2mm��Խ��Խ��Խ�á��a�ӱ���Ҫ���������а�ɫ���������a�ӡ�
�������߽Ӻ���̎�|����Ƭ���c�Ͻ�ճ�B�ı��F��l���䌒�ȑ�ʹ��Ȃ����c���ı�����|�ϣ�������c��Ƥ���R���b���ĕr��Ҫʹ���ĵĈA���c�ϔn��һ����S�ߵĈA�ı���ͬ�ġ�߀Ҫ���ܭh�ۿڼ����Ϳ����S��ºá�����ÿ������S�߿��o��
�����S�д�С�x�������S�кϽ��K����t���ۻ����Ͻ��K���������٣��Է����T������ɷ������Ͻ��ۻ��ضȲ����^���^�ͣ���o�y���x�������Ô��ӈl�����ۻ��ĺϽ��ȣ���1-2s�ó�����׃�����Sɫ�r���f���S�кϽ�ӟ�ضȺ��m������ʬF��ɫ���S��ɫ���t����Ͻ�ض��^�ߡ��ںϽ��ۻ��^���У�Ҫ�ø�ľ�l�������ӺϽ���Һ��ʹ�Ͻ�Ԫ�سɷֲַ�����
ͬ�r�ѿ��õ��S�ߡ����ĺ�ƽ���ں�����A�ᣬ����250�棬�����û�ֱ�ӟ������A�����Ƥ���ڸɰ��ϣ��������ġ���Ƥ��߅����ɰ���á�
2�����T�S�кϽ�
���ۻ��ĺϽ��ȥ������ע���S���Ńȣ���ע������֮һ������֮���r�����F��Ѹ�ٓv�߃���δ���̵ĺϽ���Һ��ʹ�Ͻ��Ȳ����w�ص��ų������T�Ͻ�r����l�F�B©�F��Ҫ���S��Ѹ�ٶ�ס��
���ֹ�Ͻ����̕r�����������ںϽ���Һ������M���t��ľ̿�����L��s�r�g����ֹ�������Ķ�����Ͻ����̺�׃��ͮa��ɰ�ۡ�
�ڝ��T�Ͻ��^���У�Ҫע����Ɯضȡ����T�Ͻ�r������ҪѸ�١�
3�����T���|���z��
�S�кϽ��T��Ҫ�z�靲�T�|�������T��ĺϽ���摪�ʬF���yɫ���y�Sɫ����������ɫ�����Sɫ�İߺۡ��Ͻ���摪�oɰ�ۺ��Ѽy���Ͻ�oÓ�x�ߵF�������Дࣩ�����T��ĺϽ����ֲڶȞ�Ra2.5��Ra12.5���z�靲�ڔ���r�����м����ľ��w�M���������дֲھ��w��
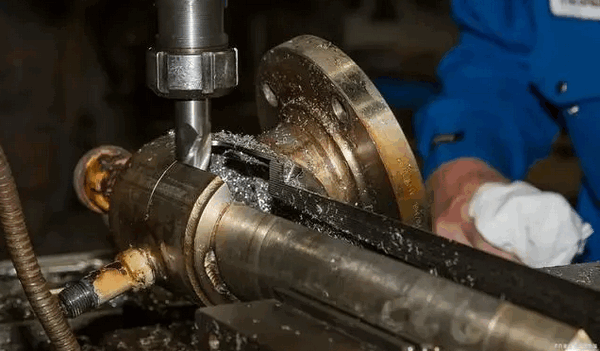
4���S�ЙC�ӹ�
���z��ϸ��ĝ��T�S�ߣ���܇���ӹ�ǰ��Ҫ�����߿�ƽ�棬ʹ�߿ڼ����_�p���R�����ж�λ�N�����롣�����Ժ�����{���S���g϶��Ҫ�ڌ��_�p̎�|��0.02��0.05mm���~Ƥ5��10Ƭ���������S�߱����۹�����܇�����M�ЙC�ӹ���
����S����܇���������ʴ_���ӹ��ߴ���������Բ��������������C�ӹ����Q���ֲ�̎�����ֱ��ʹ�á�Ŀǰ���ȴ������λ�в��ù����S�߹�ˇ���ӹ����������ۺͼm�����Π�����M�й��У����܇�ӹ��rҪ��������������
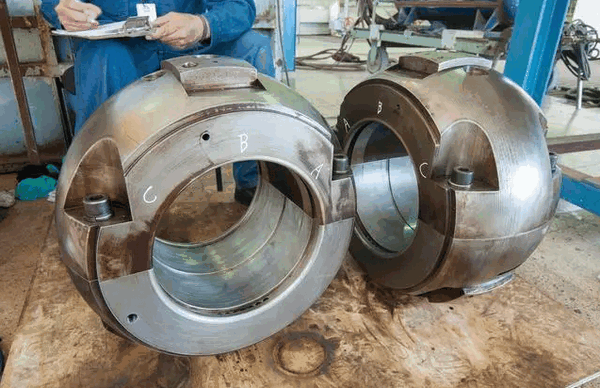
5���_�Ͳ�
���_�Ͳەr��Ҫע�������S��������λ���S�_�Ͳۣ�ͬ�r�S�߃ȵ��Ͳ۲���ͨ�^�S��߅��
6���S�߹���
����Ŀ���������r�����������γ����_�Ď��Π��늙C�\�Еrʹ���r�ȵĝ����ͽ�����Ш����Ĥ��ʹ�S�i����Ĥ�������\�D��
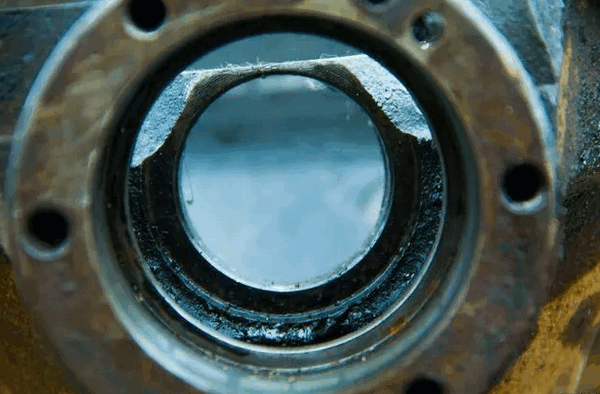
�S�߹��������S�i��˜ʣ����Ҫ���șz���S�i�Ƿ���ȱ�ݣ�Ҫ���S�i����⻬�o�p����ʹǧ�ֳߙz���S�iƫ��͙E�Aƫ��r���������^0.025��0.035mm���S�i�����и��P��Ҫ�ü�ɰ����ĥ���������øɃ�Ĩ�����øɃ���
���߹���һ��Ҫʹ�ùε����քӹε���늄ӹε����ɣ��������ü��S��ɰ��Ĩ����Ҫ��ε��h����
�����S�߷����S�i���棬���S�i�ϱ���Ϳ��һ���@ʾ�����ֹΕr�üt�U�ۣ����Еr��22̖ƽ�ͣ���Ȼ��P܇��ʹ���r������ճ���@ʾ����ȡ�����ߣ��ùε���ճ���@ʾ��������e��u��ȥ����������e��С���Q���ε������p�أ������eҪȫ���ε����е���eֻ��ȥ���g�ֵ�һСƬ��С��e���Ȳ��Ρ��ȏ�һ������Ρ��ُ���һ������Σ����yҪ�ཻ��
���Еr���ε����c�������30°�ǣ��؈A�ǣ����S���D���������Σ����Áy�Ρ��Է��S�߹�ƫ��ֻ�е��y�γɾW�j����c���ܾ�����
�����������؏͎״Σ�����M�о��У��@�r�����@ʾ�����Լ�һ�cƽ�ͣ����߷����S�i���棬�P���D�ӣ������D��3-5�Σ������D�ӣ�̧�ĸ߶�ҪС���Է��S������һ��̧��0.4��0.6mm���ɡ�ȡ���S�ߣ����S�ߺϽ�����Ͻ��|������r�Q���ε����е��p�غͷ����؏�����������һֱ�_�����r�c�S�i���|���Þ�ֹ��һ��Ҫ����60°����120°���A���ȣ�����ÿƽ��������e�ϑ��Ѓɂ����Ͼ����Ľ��|�c�����ߵĹ�����ͬ����������Ҫ��ÿƽ��������e�ϑ���һ�����Ͻ��|�c��
����600r/min����늙C���S���c�D�S���|�Ǟ�60°����ؓ�d���^��늙C�����|���x��90°-120°�����ȡ�
�S�߹��к��S�ߵĽ��|���ֺͷǽ��|���ֲ����S�����@�Ľ��ޣ��������S�r���摪���X���⻬���]���_�A��
�S�߹��к�Ҫ��������ϴ�Ƀ����������S�������ý^�������w�ã��Է�����҉m��
�߉�늙C�����S���ޏͷ��������r�ֲ��a���ޏͷ�
1����ע���S�ߣ����w���ã����оֲ�ȱ�ݣ����ף�ɰ�ۣ����̵ȡ�
2���r����ĥƫ������Π���Լ��оֲ��Ѽy�����̵��f�S�С�
�ޏ�ˇ��
���f�r�Ͻ������
����δ¶���S��Ƥ�ľֲ��p�����r�ף��ùε����p���ĺϽ���������Ƀ���ʹ¶�����ٹ�ɡ�Ȼ����70��100�ȵĝ��10%�A��Һ��ϴ5��10minÓ֬����ϴ������70��-100���ˮ�_ȥ���A��
������¶���S��Ƥ���r�ף����ùε����S���ѺϽ�p��̎�����Ƀ���¶�����ٹ�ɡ�Ҳ���û����۵��ϽK��Ȼ������䓽zˢ����r�ױ����۹����P�E���Ͻ�Ƭ������ϲ۲���Ҫ�м������Ƀ���
��������10%-15%���}���������Һ�M��10��15min����ϴ���P������70�桫100���ˮ���_ȥ���ᣬ����70��100�ȝ��10%�ĉAˮ��Һ�M��10min���ҵ�Ó֬�������70�桫100���ˮ�_ȥ���A��
�ں����ͺ��l������
��������Ҫ����ʩ���r���ܜ�����Ͻ�����s�|�����o����治���܇����|Ӱ푣�ʹʩ������������Õr�����ԡ������ʩ���r�������܉��ڻ��W�����^���������a�ijɷ֣��γ�0.03��0.04mm���a�^�Ɍӣ����C���l�۵��cʩ�������ι̵�ճ�Y��һ��
���õĺ����䷽��
�����\ 50%
�����@ 15%
�Ȼ��a���������a 30%
�����c 5%
������������ˎƷ���������ˮ�{��ϡ���
���⣬߀��һ�N�����䷽��
�����\ 10%
�Ȼ����a 20%
����ˮ 60%
���������NˎƷ�����Һ���S���S�䣬���ܴ�š�
���l�����c�������ٳɷ���ͬ��ӽ��İ��ϺϽ𣨻���𣩺��l��ֱ��5��10mm��������̖ȡ�Q���r���a����e��С��һ���x��150̖��250̖�ġ�
�a����ˇ��
���A��
�������Ի��档���≺��������0.29mpa�������c��Ȳ�������1:3��Ҫ���������A�ᣬʹ�r�ױ���ʻ�ɫ���s200�棩��
��Ϳ����
��ëˢ�ڱ��a�������Ͼ���ͿĨ�������ӟ�ʰ�ɫ���ˣ��@�r�Ϳ����a��������ӟ�ʻ�ɫ�������ض�ƫ�ͣ��������A�ᡣ����������a������ʈA��L�䣬Ϳ���Ϻ������f������ض��^�ߡ�
��ʩ��
ʩ���r��ȡ�����l���r�ױ���6��10mm�������Ƅӡ�������r�ױ���ͺ��l��5��10mm������Ҫ���Ҕ[�ӣ�����Žӿڡ�
���Ⱥ����̎������̎���^�ᣬ�a�����ݣ�Ӱ��|����Ҫ�A���^�ɣ����治���L�r�g�����ټӟᣬÿ����һ�������B�m���ӣ������R��Ϳ�������Է��a�����Ѽy�����ԆΌӺͶ����a����ÿ�Ӻ���Ҫ��ˮ��ϴ����Ϳ��������������5��10mm�����2��3mm���a���ӹ�������ȡ2.5��3.5mm����������0.1��0.5mm��
�ܺ���z���ʩ���е�ע���c��
a��Ҫ��Ͻ����^�����o�^��a����֦��Y����
b���o�A�s�����ݣ��߿ںͼ���Լ��ɶ˺����|��Ҫ�ߡ�
c���o�������^��F��
d��ʩ���r��ע��ضȲ���ƫ��ƫ�͡�
e�������ж��������rҪע��ͨ�L���Է��ж���
����Դ����������늙C��
������wԭ����C�����У�

