
��܊
ժ��Ҫ��������Ҫᘌ�������F����˾1580��܈��䓮a������܈�C�M����݁�S���S�П��p�M�з��������A�����ƴ�ʩ�M��Փ�C��ͨ�^���`��Ч�Ľ����˹���݁�S�П��p��r�İl�������܈�C�O��ʹ��Ч�ʼ��O�侫�ȡ�
�P�I�~������݁�S�У����p�����ƴ�ʩ
��܈����݁�S���Ǿ�܈�C�M�ĺ����O�䣬��������Ҫ�M��܈�C���d���_�����B�m�d�ɡ��������I�h����Ҫ�M���B�m�����١���׃���ٶȡ��߾���Ҫ��;��������������Ӱ푣�����݁�S��ʹ���^���н��������F�c�g��ĥ�p�����䡢���p����r��Ӱ�܈�C�O�侫�ȣ����ؕr�S���c܈݁���p��������ɇ����O�����a�¹ʡ�
1������݁�S��ʧЧ����
������F����˾1580��܈��䓮a����܈�C�M��7����݁ȫҺ��������ʽ܈�C�M�ɣ�Z��܈����35000KN��Z��܈���ٶ�19.8m/s������݁�ߴ�F1-F4����750/��670×1780mm��F5-F7����700/��630×1780mm������݁�S����̖M667947D/M667910/M667910D���ЈA�F�L���S�С�
��2020��3���_ʼ����܈�C�M����݁�S���l�����F�ھ����p��r����ɹ���݁�S�м�܈݁�����pʧ�����p��l����F5-7�C�ܲ�����λ��;���^�����p�S���_��z�飬�S������_֮��l�F�����S��Z��ȿ���ֹ�Ƃȵ�һ���S�НL���w���p���^�࣬�L���w���ѣ����ּ�׃�Γp�ġ�
2������݁�S�П��p����
�S�П��p�^�̻�������һ���S�аl�ᵽ�p�ĵ��^�̣��S��������ȱ�ݻ�����Ӱ푣��w�F���S��ؓ���^�أ��D�ӕr�l�����裬����݁�i�c�S������Ȧ֮�g�����D�ӕr���µĄ��Ұl���^�̣�Z�K�����S�П��p��
2.1�S�в��|Ӱ�
�S�б������|�x�ô��ڲ�����^�c�S�ЏS�Ҝ�ͨԃ��19��10�·��Ժ�؛���S���x�õIJ��|10CrNi3Mo�����F�ڻ������x��G20Cr2Ni4�����|�ϴ���һ���IJ�����ֲ��ܝM��ʹ��Ҫ��;܈݁�S���¾���]�м��r����ע�ͣ������S�����ȱ�ٝ������p���S���b��r���Ю����s�|�M���S�Ѓȣ������S�Є���������p���ˆ��}����F���S�г����Ͼ����p��
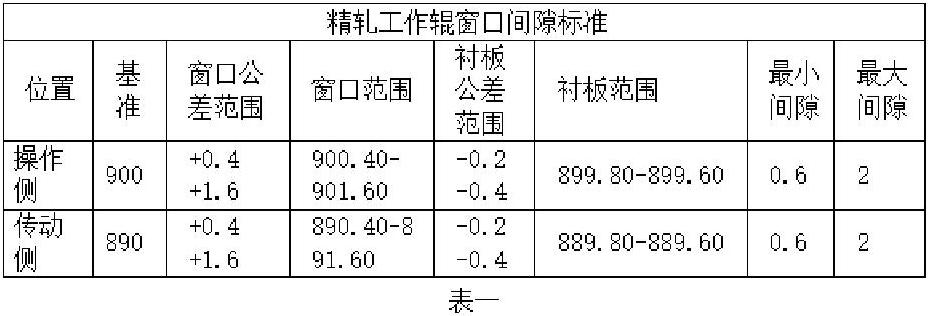
2.2܈�C�Ʒ���������g϶
܈݁�S�����c܈�C�Ʒ���������g϶�^��1580�a��ԭ�OӋ����g϶��0.6-2.0mm��Ҋ��1�������F��܈��܈��Ҏ���Ӌ���c���S���ڰl���ܴ�׃�����F��܈��Ҏ���Ա�Ҏ�������܈݁�S�����c�Ʒ���������g϶�^����܈���^���г��F����܈�ƬF���S�����S�г��ܮ����^����S���������������S�П��p��
2.3��܈���ھ���
��܈�����Ʒ��Ƅ�������̶���˨�����ɄӔ��ѣ��ˬF��ֱ�ӌ����Ʒ����ھ���ʧ�棬�Ʒ������b݁�g϶���ܿأ��S�����Ƅӿ��裬���ڟ����L�U���¾���܈�S�����r�������ڄ�����Ҳ���J�C���@һ�c������݁���^���S��Ͳ��ĥ�p���أ��y���g϶���˜ʷ�����
3.����݁�S�П��p���ƴ�ʩ
3.1�S���b��
�����S�а��b���̣��{��ֹ���S���g϶����0.2mm�{����0.1mm���_��ֹ���S����Ч���d�S���S����;�坍�b�䣬��ֹ������룬�S�а��b��Ҫ�ڝL���w�������ͿĨһ����֬�����C�S�г��ڝ������_�J�ܷⰲ�b��λ����ֹ�S���Mˮ;�S�оS�oҪ�ƶ������IJ�z����F1-F7�ھ��r�gʹ�Õr�g��1000-1500��С�r�_��z����Q���d�^���ˣ������܈��Ҏ��厧�aƷ�����h�s���_��S�o���ڣ�800-1000��С�r����;��z�S�ЕrҪ��ϴ�z���S��ĥ�p��r���������s�|��ϴ�Ƀ������Q�S��ؓ�Ʌ^�����õ��S�Йz��S�o�����l�F�����S�Гp�ģ���ֹ�ھ��S�П��p��
3.2�S����
�S��ע����Ҫ���C���㣬���������������S�еĮ����p�ģ�������Ч�ĝ������ԜpС�S��Ħ������ֹ�S���P�g�����ƽ��|��B����ƷҪ����ȡ�ӻ����C��ƷƷ�|�_�ˡ�
3.3܈�C�Ʒ����ھ���
���ڌ��S�������弰܈�C�Ʒ����ڳߴ��M�Мy�������r����������M���{�����_���g϶�����0.1mm�ԃȣ���������ƴ�������g϶�����⽻��܈�ƬF��
���Ùz�ތ��Ʒ������r���M�Йz�飬ͬһ�K�r����˨�ɄӔ��ѵIJ��ó��^1�����ϣ����C�Ʒ����ھ�����Ч���b݁�g϶�ܿء��z����S��Ͳ�c���^����g϶�M������0.5mm��Z���ܳ��^1mm�����ˠ�B��܈݁���D���^���Е��a�����ػ΄ӣ������S���ܮ����ܛ_�������������˜ʷ�������Ͳ���h���Q̎����܈�C�Z݁��Ҫ��ֿ��]������o���Z݁���ԜpС܈݁�S����������y���z�鷶����F1-F7������900-0.2-0.38���ӂ�890-0.2-0.38������ߴ糬�˺ͻ��忨�衢������׃�·��ؕr��Ҫ���r���Q̎����
3.4�S��������
���C�S�����ijߴ羫�ȣ��S�������S�П��p����܈����Ӱ푣����װl������׃�Σ��S�����a���E�A���S��ÿ�ΰ�?ǰ횜y���S����ȏ����z���S�����ߴ��Ƿ���Ϙ˜ʣ����S�����Ȳ��ֳ��c�S�����������Ă�ƽ�棬ÿ��ƽ�水���������Мy�Ă��c����Ӌʮ�����c��������߀횜y?ֹ���S�����ȏ������C�S�����ȿA����0.1mm�ԃȣ��Зl���Ŀ���ʹ�ü���y�������ȸ��ߣ��S�����E�A��ƫ�������S��ƫ�ģ��a��ƫĥ���ӄ��S��ĥ�p�p�ġ�
3.5�S�и�ۙʹ��
�S����ʹ�ø�ۙ�z��Ҳ�dz���Ҫ�����S�П��p�����аlչ�^�̵ģ�������S�П��p���ڰl�F�������r̎�����Ϳ��Ԝp�ٲ���Ҫ�ēpʧ��ʹ���^��Ҫע��һ��5�c����1��ÿ���¾����S�����y�أ��l�Fͬһ�C�ܲ�ͬ�S�����ض�ƫ��^10��r;��2��ע�͕rҪ����Ʒע�M���^���S����������Ʒ���Ƿ��н��ٷ�ĩ��ð���͡�ϡ�͵���r;��3���ھ��S��ʹ�ø�ۙ���l�F�ھ��D�Ӯ�푡�ע�Ϳׇ�����r���f���S�ЃȲ����ڮ������ܟ���Û;��4��܈݁ĥ���r�l�Fĥ���r݁��A���Ӵ��S������푣�܈݁���D���y�Ȯ�����r;��5���ھ�܈���^�̏�݁�������^��݁�׳��F��������݁һֱ���m�o���r�g�^�L��܈݁���F��݁�Ȯ���܈���¹�;����5�N��r���S����Ҫͣ�ã������z�飬�_�J�S����r�Ƿ���ã����r��Ч�ęz����Ա����S���ھ����p�¹ʰl����
�Y���Z��
���^��3���µ��о����M��1580��܈��䓮a����܈����݁�ھ����p��r�õ���Ч���ƺͽ�Q��������δ�l��һ���ھ�����݁�S�П��p�¹ʣ��C�����ϴ�ʩ��Ч���У�����݁�S�П��p���ƣ��c�ճ��z��S�o�ܲ��ɷ֣�������ճ��İ��b�Լ�ʹ���^���У���Ҫ��һ���J��ؓ؟�đB�ȡ��z����䌍���ϴ�ʩ�������O��p���S�П��p�¹ʰl�������C܈�����aЧ�ʡ�
�����īI��
[1]������1780mm��܈����܈F4����݁�S�П��pԭ���������ʩ�ڰˌã�2011���Ї���F���Փ�ļ�
[2]�S������܈����݁���䆖�}�����Ƽ�������2011��
[3]�ߓQ���\Մ���B܈���܈�C�L���S�П��p���I���g2018��
��Դ�����b��S���g��2020��26��

