�����x
��������T��F����؟�ι�˾��
ժ��Ҫ����B��WXK-500C����܈݁������㊴�ϵ�y�Ĺ����C�����C���M��㊲ۡ����ۡ�������һ���b�A����ɣ�����Ҫ�����b�A܈݁��㊵��^�t��㊴����P�I�������������I��ֱ�ӈ���������C�������r���Ô���ϵ�y��������w�����������D������������M�o�a���ȸ��S���\�ӿ��ƣ�ʹ���b���w���U�ϵij���㊵��c������܈݁��������D���a�\�ӣ�ͬ�r���U�S���S�����ĵ��M�o�\�ӣ�ֱ�����U�S�S�����_Ҫ���܈݁������ͶӰ�����ġ�㊴��ڼӹ�܈݁�^���У��������F�۵׳��F���˼y����\��һ���y�۵Ȇ��}����ɏU䓣���܈��䓲�܈���|���зdz��ش��Ӱ푡�������M��ʩ������㊴����S���b�S�У����^���ٳ��F������ɏU�ۆ��}�������܈݁�ӹ��|����������܈����܈݁���}���F�UƷ䓲ġ�
�P�I�~������㊴������^�����ӣ����Ϸ��������M
1��ǰ��
ij܈䓏S��܈��Ʒ܈݁�ӹ�ʹ�õ���WXK-500C����܈݁������㊴���������㊴���܈�܈݁�ӹ����P�I�O�䣬�����Ԅӻ��̶ȸߡ��ӹ����ȸߡ�����Ч�ʸߡ�������ȫ�ɿ��ȃ��c���C���M��㊲ۡ����ۡ�������һ���b�A����ɣ�����Ҫ�����b�A܈݁��㊵��^�t��㊴����P�I�������������I��ֱ�ӈ��������㊴��ڼӹ�܈݁�^���У��������F�۵׳��F���˼y����\��һ���y�۵Ȇ��}����ɏU䓣���܈��䓲�܈���|���зdz��ش��Ӱ푡���ƪ��Ҫͨ�^����㊵��^�Ĺ���ԭ�����ϬF��������M��ʩ������㊴����S���b�S�У����^���ٳ��F������ɏU�ۣ������܈݁�ӹ��|����������܈����܈݁���}���F�UƷ䓲ġ�
2�����چ��}
ij܈䓏S���a�ʂ����I�^WXK-500C����܈݁������㊴�����2010��Ͷ�a�_ʼ����2018��ǰ�����w䓲Įa��ƽ����䓲�܈��Ҏ�����Ρ��ߴ硢�����������|�������^������ʹ��㊴��ӹ��^��܈݁�|�����^�������]�кܴ����܈݁�y�ۡ����y���ߴ粻����Ҫ��ȹ��ϳ��F���ϸ�䓲ġ�
��2018��ij܈䓏S���a�����^һϵ�м��g���죬܈䓮a�����˺ܴ���������ڸ߮a���£�܈݁ʹ�����Ӵ��Q�l��������܈݁������㊴����^���Ӈ��أ��ӹ��ij�Ʒ܈݁�ͳ��F�y�ۡ����y���ߴ粻����Ҫ����Ӱ푳�Ʒ�ı����|�������ڼӹ��ɳ�Ʒ܈݁�r���������˹��z���ϸ�܈݁�U�ۣ����¼ӹ������T���ڄӏ��ȼӴz��z����Ҳ���ࣻ���Ʒ܈݁���}܈���UƷ���r���������ǰ�Q݁�`�C��䓲�Ҳ���ˎ죬���Ӻܴ���|���pʧ������Ӱ푳�Ʒ䓲��|�������IЧ���c�ˆT�ڄӏ��ȡ�
3�������C�����OӋҪ���Ϸ������M
㊵����^�Ĺ����C�����OӋҪ��
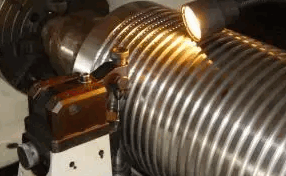
����܈݁������㊴����w������ʽ��㊴��ĵ��U�S�c������܈݁�����D�S����90°���ǣ����U�S�S������܈݁�h�β����ģ����U���^����λ�ڹ����S�����c���U�S����ֱ��ƽ�档�C�������r���Ô���ϵ�y��������w�����������D������������M�o�a���ȸ��S���\�ӿ��ƣ�ʹ���b���w���U�ϵij���㊵��c������܈݁��������D���a�\�ӣ�ͬ�r���U�S���S�����ĵ��M�o�\�ӣ�ֱ�����U�S�S�����_Ҫ���܈݁������ͶӰ�����ġ�
㊵�����܈݁�ӹ���ֱ�ӈ���������L���ܵ����������Ͻ�܈݁䓲ĵ����ã�߀�ܵ��C���r�\�ӵķ����������@Щ�������㊵����U�������X݆���S������ĥ�p���¹ʓp�ģ�ĥ�p��һ���̶ȕr���ͳ��F���^���ӡ�܈݁�ӹ��y�ۡ����y���ߴ粻���ϵȬF����Ҫ�a���ӹ������ؕr����ɏU�ۡ�
ᘌ����φ��}���Q�����^���әC������һ�M�Йz�飬�l�F��������Fм�e�࣬픲��ɱP�S���g϶�^���M�и��Q�߾��ȵ��S�С��l�F�����S�����]���S�У������S���_�������ǴξS�ޣ����ܴ_��ԭ���b��r�Ƿ��b���S�У��F���M�Мy�����x���S���b�ϣ�����������Fм�ص��������X݆�g϶�M�о����{���������b�䣬ԇ�\�D���^���ӹ����ų����ӹ���܈݁�ߴ�z������Ҫ��܈݁�Ͼ�ʹ�ú���δ���F�UƷ䓲ġ�
���w�ϣ��S��䓲��|��Ҫ��Խ��Խ�����Ͼ�܈݁Ҫ����Ӈ������܈݁����ӹ��І��}�������һϵ�е��|�����}�������aӰ푾������O��������ճ��S�o�����ҕ������ֻ�й���ĸ�C���ָ��?��Ҫ�������a���M��ĮaƷ��
4���Y���Z
ͨ�^������܈݁������㊴�ϵ�y�����C�����˽⡢��ԭ�OӋ����IJ��ҡ����F���ϵ�ԭ��������C�ϾS�S�o���M���������ļ��g���죬ȡ�������õ�Ч����㊴����ܵõ���ֱ��C�����������˳�Ʒ܈݁��ˇ�^�̡���Ʒ䓲��|���õ����ϣ��T���ڄӏ������@�½���܈݁��ȫ��Ч��У�������܈�Ч�档
�����īI
��1�� ���i�C.���Q�����O�䱣�B�еĹ�����2014
��2�� S��.���������C����Փ.�������Cе���I������.1992
��3�� �����A.�Cе���켼�g.�������Cе���I������.1997
����Դ����F��Ӗ�W��